Hoy toca hablar de mecánica 😀 (si te gusta llenarte las manos de grasa, esto te gustará).
Extractor de cajas reductoras de velocidad
En este artículo te enseñaré cómo fabricar un extractor de cajas reductoras de velocidad industriales, especial para las cajas de verdad, es decir con un tamaño grandecito. Con él podrás separar los ejes con muchísimo menos esfuerzo, de forma más económica que comprando un útil nuevo. Su calidad es muy inferior a una versión comercial, así que no te lo recomiendo si vas a utilizarlo de forma habitual en tu trabajo. Sin embargo, para trabajos esporádicos, es una solución muy válida.

La necesidad agudiza el ingenio

Me vi obligado a fabricar este útil cuando me quedé atascado en una reparación. Se trataba de una avería en una marmita con mezclador de 400 litros. Había que sustituir el rodamiento del brazo mezclador, con un eje de 50mm de diámetro, que estaba acoplado directamente a la caja reductora de velocidad. Al intentar soltar el eje, me fue totalmente imposible utilizando palancas, así que fabriqué un extractor versión 1.0. Estaba hecho a base de pletinas soldadas de canto para aumentar su rigidez, y además soldé tres tuercas M14 para repartir la presión sobre la rosca. El resultado: al apretar la rosca, las pletinas se doblaron y se rompieron un montón de soldaduras, sin que el eje se moviese ni un milímetro.
No tenía muchas alternativas, y la reparación debía proseguir, así que me puse a dibujar varios bocetos (prefiero pensar una hora y trabajar diez minutos, que al revés) de un extractor lo suficientemente robusto para este trabajo. Se me ocurrió que podía usar un trozo de biga de H, taladrando y montando varillas roscadas. Tomé las medidas, y me fui a buscar los materiales. Pude conseguir un retal de biga, y compré una varilla roscada M24, porque me pareció lo suficiente fuerte sin que el paso de rosca fuese demasiado ancho, para aumentar la presión ejercida.

Fabricación
Una vez conseguidos los materiales, fui al taller para ensamblarlo todo. Marqué los orificios sobre la biga con las medidas que había tomado, y realicé los taladros. No tenía broca de 24mm, así que utilicé una fresa cónica. Con mucho cariño y paciencia hice el taladro sin mayores complicaciones.
Para que la tuerca central quedase bien orientada, la sujeté con la misma varilla y otras dos tuercas, montando una arandela de ala ancha para M24. No soy un soldador experto, por eso las soldaduras no son demasiado estéticas, aunque conseguí mi propósito, que era sujetar la tuerca y la arandela firmemente en la biga.

Aprovechando que la varilla estaba montada y bien sujeta, coloqué dos tuercas en un extremo. Las apreté entre sí para conseguir un efecto de contratuerca, hasta que sus caras quedaron alineadas. Las soldé a la varilla para poder apretar sin miedo a que se aflojasen.
Repasé las soldaduras de las tuercas y las rebabas de la biga con la radial. Terminada la versión 2.0.
Puesta en marcha
Volví a la fábrica para ver si el invento funcionaba, o echarme a llorar en caso contrario, porque ya no tenía planes alternativos.
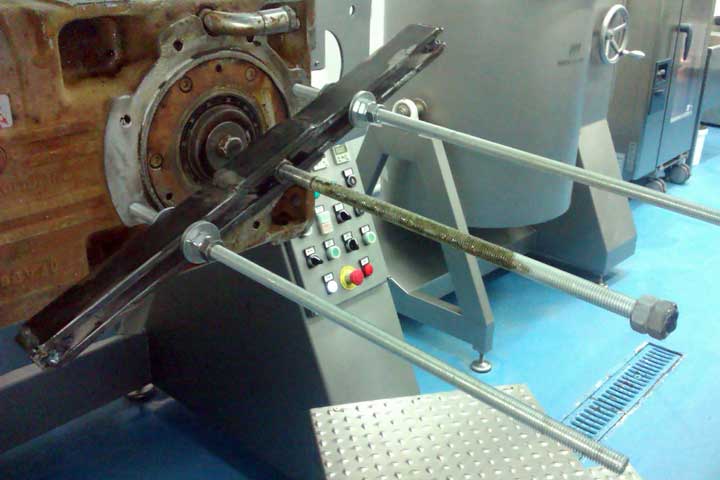
Monté cuatro varillas roscadas M12 en las roscas que tenía la caja reductora. Coincidieron perfectamente con los orificios de la biga. Primer paso superado.
Ajusté todas las tuercas y apreté la varilla central hasta hacer una presión moderada sobre el eje.

Con un soplete de GLP, calenté el eje desde los dos extremos. Como la masa metálica era muy grande, me costó bastante tiempo. Una vez caliente, eché un chorro de agua fría para enfriarlo rápidamente. Repetí la operación varias veces, apretando ligeramente la tuerca central para aplicar más presión. Con una llave inglesa y una palanca apreté la varilla hasta presentir que se acercaba al límite de su resistencia, así que calenté durante más tiempo (el termómetro infrarrojo indicaba 350ºC) y enfrié con un chorro de agua directo de una manguera. Entre cada repetición aplicaba unos “golpes cariñosos” a la varilla central, para multiplicar la presión. Las contracciones y dilataciones del metal provocan que el óxido y los materiales que “pegan” los ejes se rompan, reduciendo las superficies de contacto.

Tras varios arriesgados apretones, el eje no se había movido. El punto débil era la tuerca central, así que no quería apretar la rosca como un animal, hasta romperla. Era hora de comer, y no tenía ninguna idea. Presentía que debía dejar que el eje se enfriase completamente, así que me fui a comer, no sin antes aplicar aceite multiusos al eje (con la esperanza de que ayudase a soltarlo). Eché un vistazo rápido a YouTube, por si se me ocurría alguna idea alternativa, pero no hubo suerte.
Cuando volví a la fábrica, probé a apretar más la varilla, usando una palanca de 1 metro. Noté que la rosca giraba un poco, y esperé que no fuese la tuerca cediendo. El eje se había desplazado un poco. Continué apretando, y todo empezó a funcionar. Debía hacer bastante fuerza, pero el eje estaba cediendo.
Coloqué la carretilla sujetando el peso de la reductora, y seguí soltándola. Cuando quedaba poco tramo de eje dentro, coloqué una cincha para evitar que la caja se moviese y pudiese caer de las palas de la carretilla. El último tramo del eje salió sin ninguna dificultad (aunque utilizando la palanca).

Había colocado una llave de vaso en el extremo de la varilla roscada, y un tornillo 8.8 en el eje, para que los metales en contacto fuesen muy duros y no se gripasen entre sí. La cabeza del tornillo se había deformado bastante. No puedo imaginar la presión que se alcanzó en ese punto.
Una vez retirada la caja reductora, continué el trabajo habitual: Sustituir retenes, limpiar el eje con papel de lija, revisar que ninguna zona del eje tuviese un diámetro mayor de 50mm (los golpes hacen que el eje se hinche, gripando la reductora).
Sustituí el rodamiento, y procedí a montar todo con una gran facilidad, limpiando y lubricando todo muy bien.
El resultado fue muy bueno, y de nuevo apareció la sonrisa en mi cara. Un gran reto, con un gran resultado. Además, el cliente quedó muy satisfecho, pues era consciente de la dificultad.
¿Alguna vez has tenido que fabricar un útil sobre la marcha para solucionar una avería comprometida?
Comparte, comenta y suscríbete a la newsletter, así beneficiamos a más gente.
Oscar dice
En mecanica es el pan de cada dia… Jajaja.
No recomiendo calentar para extraer ya que siempre se terminan calentando las dos piezas, exterior e interior y no ganamos nada (para montar si puede ser muy util porque calientas la exterior y se dilata).
Creo que es muy importante usar un buen aceite penetrante y dejarlo actuar…
Buen trabajo…
Juan dice
Muy ingenioso. Gracias por motivarnos y servirnos de ejemplo para solucionar problemas.
Campanas extractoras industriales dice
Buena guia y muy completa , andabamos buscando algo parecido a lo que describen en el post , no servira de guia.